








Blow Molding
Blow molding involves clamping molten thermoplastic material into a mold and blowing air into it to expand against the mold cavity walls. After cooling and solidifying, the desired product shape is formed.

Compression Molding
Compression molding is mainly for molding thermosetting plastics and comes in two types: compression molding and transfer molding, which vary based on material characteristics and processing equipment.

Insert Molding
Insert molding refers to a molding process where a pre-prepared insert of a different material is placed into a mold, and then resin is injected. The molten material bonds and solidifies with the insert, resulting in a single integrated product.
Two Shot Molding
Two-shot molding forms two materials or colors in a coordinated molding cycle. It can combine rigid and soft-touch features, but resin compatibility, tool design, and production volume determine whether it is practical.
Nano Injection Molding
Nano molding joins selected metals and thermoplastics after a controlled metal-surface treatment. The metal alloy, resin, pretreatment, bonding target, and validation method must be evaluated for the application.
Overmolding
Overmolding forms a second resin or elastomer layer over a molded substrate or insert. Material compatibility, shutoff geometry, adhesion, and part handling must be confirmed during DFM.
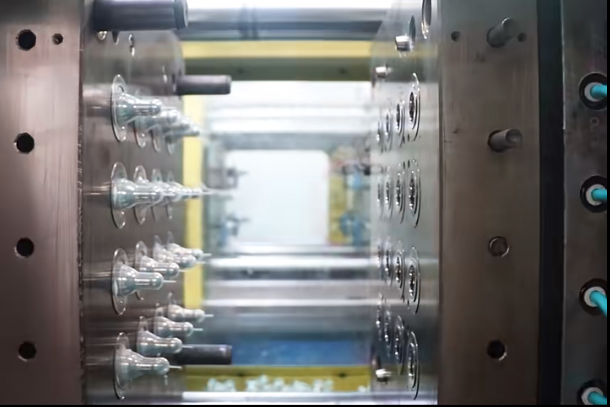
Injection Molding
Injection molding feeds granular or powdered raw material into an injection machine's hopper, where it's heated and melted. The molten material is then injected into the mold cavity through the nozzle and gating system, solidifying to form the desired shape.

Rotational Molding
Rotational molding involves adding plastic raw materials into a mold, which rotates along two perpendicular axes while being heated. This process allows the plastic to coat the entire mold surface evenly, forming the desired shape.

Structural Foam Molding
It is a manufacturing process that injects a gas into melted plastic resin to create lightweight, strong parts with a foamed core. It's used to produce large, thick-walled components with excellent strength and dimensional stability, commonly found in automotive and construction industries.
Extrusion Molding
Extrusion molding is mainly used for molding thermoplastic materials. It involves melting the material and pushing it through a shaped opening using a rotating screw. After shaping, the material is cooled and hardened to produce the final product.
Dip Molding
Dip molding uses the flowability of thermoplastic polymers under specific conditions, allowing them to be shaped into desired forms through jetting and solidification at room temperature using specialized tools and methods.

Thermoforming
Thermoforming, also known as vacuum forming, is a method where sheet materials are heated, vacuumed onto a mold, and cooled to create plastic products.
Injection Molding
Also known as injection-compression molding, utilizes the pressure of an injection molding machine to directly inject preheated rubber material from the barrel through a nozzle into the mold cavity, where it undergoes vulcanization to form the desired shape.

Compression Molding
Rubber compression molding places preprocessed rubber materials into an open mold cavity, which is then closed and subjected to pressure and heat in a vulcanizing press. This process causes the rubber to vulcanize and take shape.
Transfer Molding
Transfer molding, also called transfer compression or potting molding, places preprocessed rubber strips or blocks into a transfer mold cavity. The rubber is compressed by the transfer plunger and forced into the mold cavity through the gating system for vulcanization and shaping.
Extrusion Molding
Rubber extrusion molding heats and plasticizes rubber material in an extruder, pushing it forward with a screw or plunger. It then extrudes various semi-finished products using a rubber extrusion mold to complete the forming process.

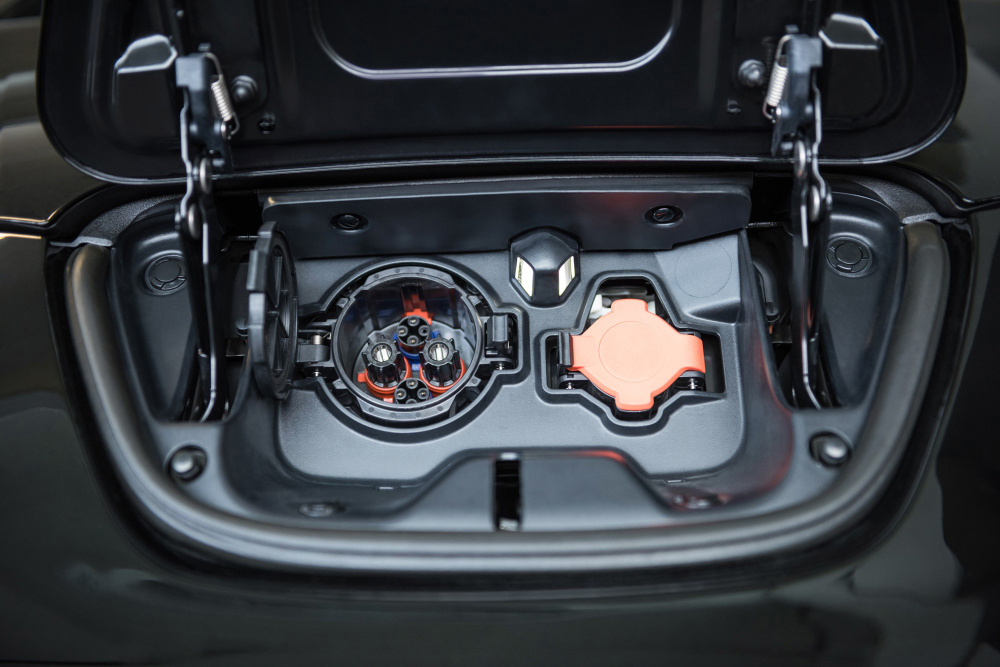
Automotive
- Dashboards - Bumpers - Body panels - Door panels - Trim components (interior and exterior) - Grilles - HVAC vents - Engine covers - Wheel arch liners - Underbody shields - Lighting components (headlamp housings, taillight lenses) - Airbag covers - Armrests - Cup holders - Center console components - Battery enclosures - Fuel tank components - Exterior mirror housings - Roof racks - Mud flaps

Food Industry
- Water cups - Drink bottles - Trays - Containers - Lids - Utensils (forks, spoons, knives) - Food packaging components (caps, closures) - Dispensing equipment parts - Food processing machinery components - Customized molds for specialty food products
Electronics
- Circuit board components (enclosures, holders, connectors) - Keyboards (keycaps, keyframes) - Mice (housing, buttons) - Laptop and Tablet cases - Smartphone cases and covers - Wearable device components (watch bands, fitness tracker casings) - Audio equipment components (speaker housings, control knobs) - Camera components (lens caps, camera bodies)
Medical
Diagnostic housings, laboratory consumable components, device enclosures, caps, connectors, and non-implant plastic parts, subject to material, cleanliness, traceability, and regulatory requirements defined by the customer.

Robotics
- Robot frames and casings - Grippers and end-effectors - Joint covers and protective shields - Sensor housings and mounts - Encoders and feedback devices - Motor mounts and brackets - Control panels and interface panels - Display bezels and covers - Battery enclosures and holders - Camera housings and mounts - Armature components for robotic arms - Electrical connectors and terminals - Base plates and mounting brackets

Building Products
Fasteners, anchors, electrical boxes, protective covers, drainage fittings, hardware housings, and other repeat molded components designed for the required weather, flame, load, and installation conditions.