Compression molding is often the better choice when the material, part size, thickness, or tooling economics do not fit a standard injection molding approach. It is common for rubber parts, thermosets, composite materials, and molded shapes where heat and pressure can form the part in a simpler matched mold.
For buyers, the key question is not whether compression molding is old or new. The practical question is whether its material fit, tooling cost, cycle time, and finishing requirements match the part better than injection molding, machining, or fabrication.
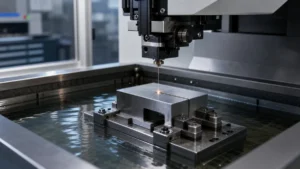
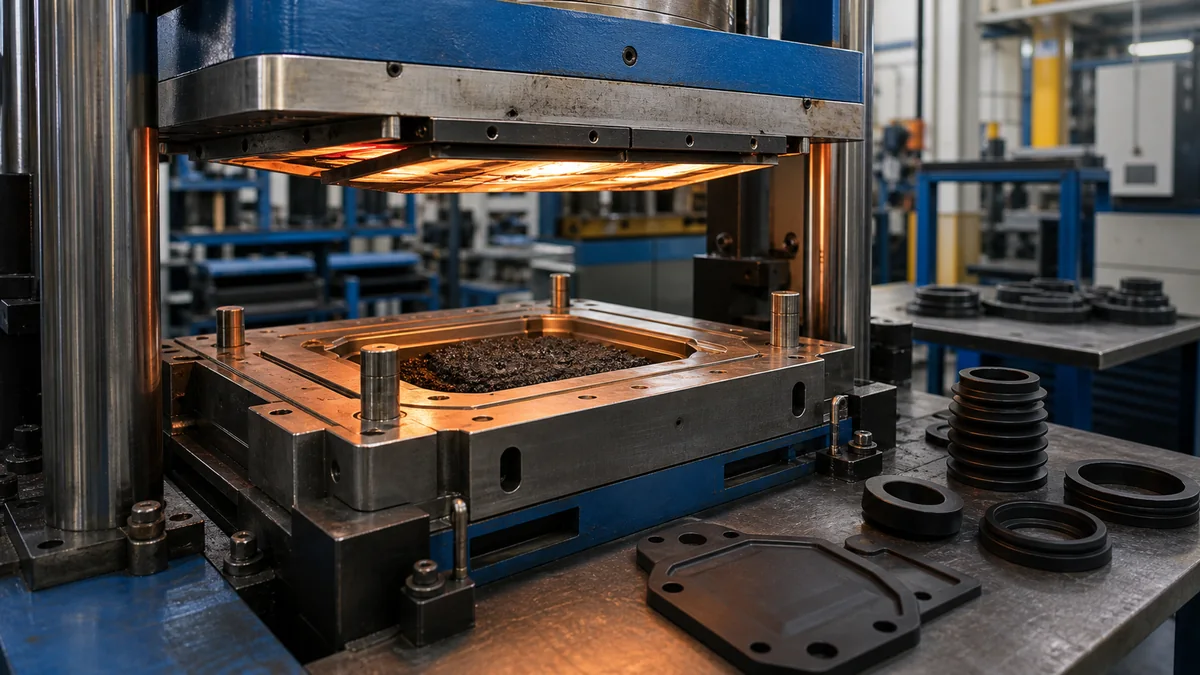
How compression molding works
Compression molding places a measured charge of material into an open heated mold, closes the mold under pressure, and holds the material until it flows, cures, vulcanizes, or consolidates into the finished shape. After release, flash trimming and inspection are often required.
Best-fit materials and part types
Compression molding is commonly used for rubber, silicone-like materials, thermoset plastics, phenolic materials, SMC/BMC composites, and some thicker or larger molded parts. It is especially useful when a material is not ideal for injection molding or when a simpler tool can produce the required shape.
| Part requirement | Compression molding can help when… | Watch-out |
|---|---|---|
| Rubber or elastomer part | The material needs heat and pressure to cure. | Flash trimming and shrinkage control matter. |
| Large or thick section | A simpler mold can form the shape without long flow paths. | Cycle time can be slower than injection molding. |
| Composite structure | Fiber-filled charges need consolidation under pressure. | Fiber orientation and void control must be managed. |
| Moderate volume | Lower tooling complexity may justify the process. | Labor and secondary finishing can affect piece price. |
Compression molding vs injection molding
Compression molding usually uses simpler material placement and matched tooling, while injection molding uses a pressurized injection unit to push molten material into a closed mold. Injection molding is often faster for high-volume thermoplastic parts with complex details, but compression molding may fit better for rubber, thermosets, composites, larger parts, or lower tooling budgets.
If your part is a high-volume thermoplastic component, compare this route with CNCMAVEN’s layanan cetakan injeksi. If the design also includes machined inserts or tight metal interfaces, review CNC machining services early so datums are not left until the end.
Design rules that reduce defects
- Keep thickness realistic: Thick sections may be possible, but curing and cooling time must be considered.
- Use generous radii: Rounded transitions improve material flow and reduce tearing or stress concentration.
- Plan flash lines: Parting line location affects trimming labor, cosmetics, and sealing surfaces.
- Define critical faces: Do not place critical sealing or cosmetic surfaces where flash is hard to control.
- Allow material shrinkage: Rubber, thermoset, and composite systems each need realistic dimensional planning.
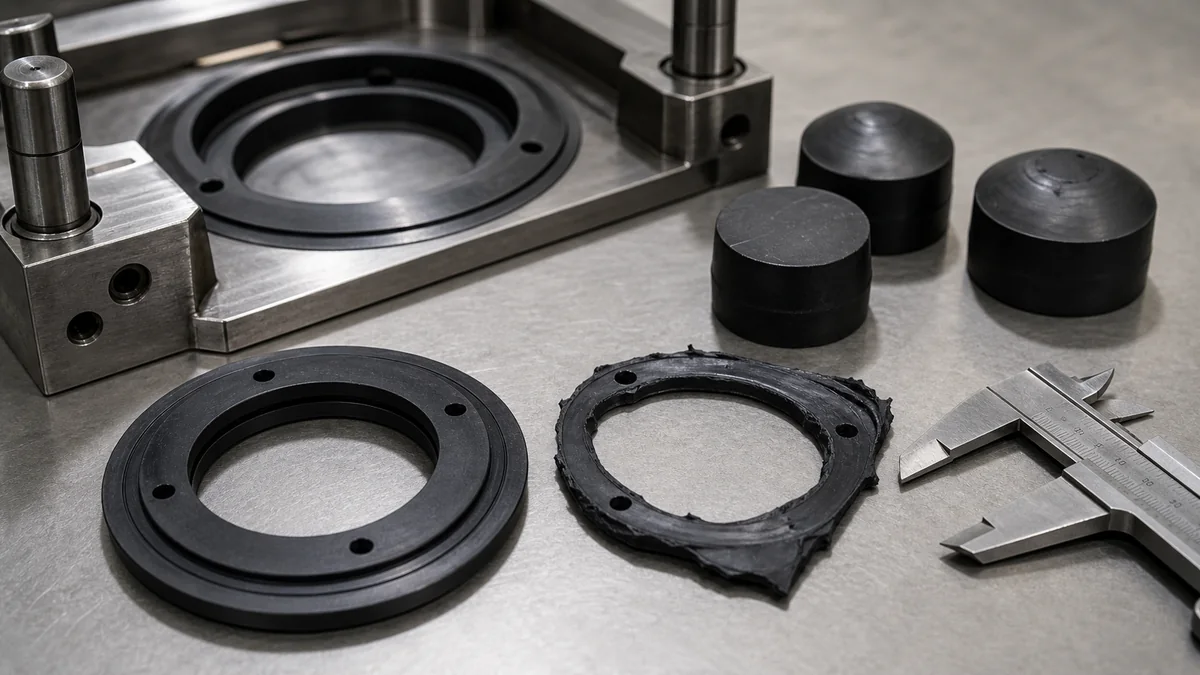
Common defects and what they usually mean
Typical compression molding defects include flash, short fill, trapped air, blisters, surface marks, dimensional drift, and incomplete cure. Many issues come from charge size, mold temperature, pressure, venting, material storage, or unrealistic wall and parting-line design.
Information to provide before requesting a quote
Provide the material family, hardness or grade, part dimensions, expected quantity, critical tolerances, cosmetic requirements, operating temperature, chemical exposure, and any inserts or post-machined features. Include where flash is acceptable and where it is not.
FAQ
Is compression molding cheaper than injection molding?
It can have lower tooling complexity for some parts, but the total cost depends on cycle time, labor, trimming, material, and volume. Injection molding may still be cheaper for high-volume thermoplastic parts.
What materials are used in compression molding?
Common materials include rubber, thermoset plastics, phenolics, silicone-like materials, and fiber-filled composite compounds such as SMC or BMC.
Does compression molding create flash?
Flash is common because excess material can escape at the parting line. Good tool design, charge control, and parting-line planning reduce trimming work and cosmetic risk.
Conclusion
Compression molding is a practical option when material behavior, part size, and tooling economics point away from standard injection molding. It works best when engineers define material requirements, flash control, shrinkage, and critical surfaces before tooling starts.