








Wire EDM machining is useful when a metal part needs a narrow slot, sharp profile, hard material, or low-force cutting path that conventional milling would struggle to hold. It is not a faster version of CNC milling; it is a different process for conductive materials where electrical discharge removes metal without a cutting edge.
This guide explains when wire EDM belongs in a manufacturing plan, what design limits engineers should expect, and how it can work alongside CNC machining for precision metal parts.
What wire EDM machining does
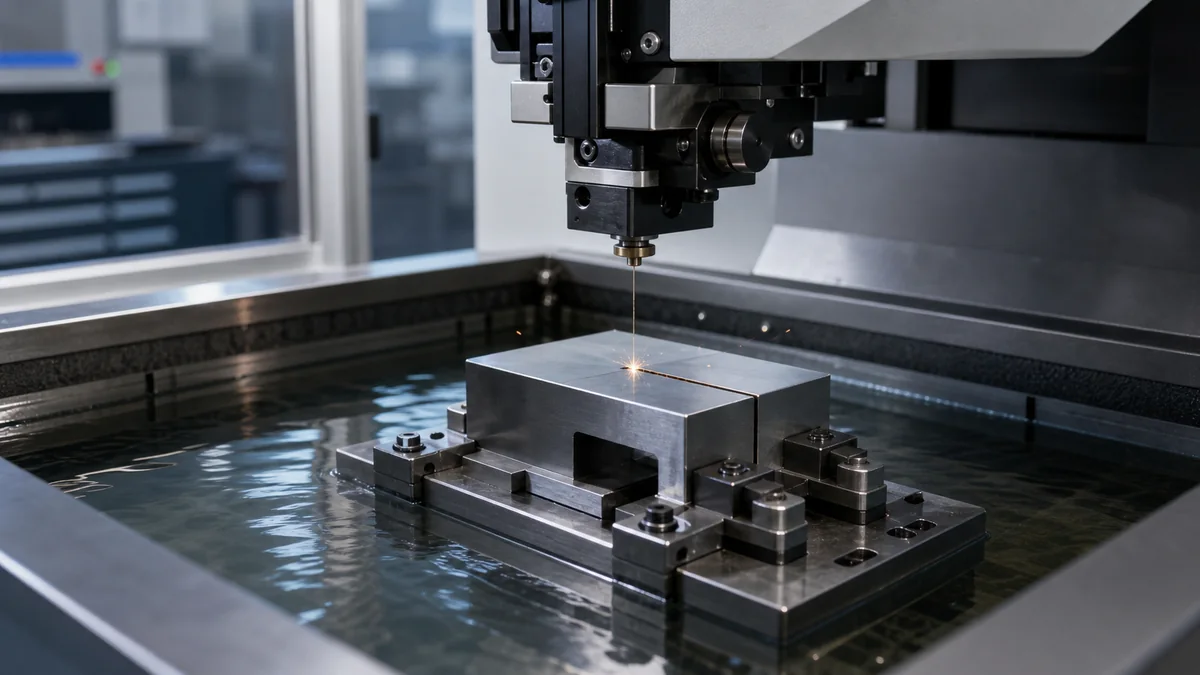
Wire EDM machining uses a thin electrically charged wire to erode conductive metal along a programmed path. The workpiece and wire are separated by dielectric fluid, and repeated sparks remove material while the wire feeds continuously through the cut.

When wire EDM is the right process
Wire EDM is the right process when geometry, hardness, and cutting-force control are more important than raw material removal rate. It is commonly used for tooling, dies, punches, extrusion shapes, gears, precision slots, hardened steel components, and features that need a controlled profile through the full thickness of the part.
| Requirement | Why wire EDM helps | What to check before quoting |
|---|---|---|
| Hard material | EDM cuts by spark erosion rather than tool pressure. | The material must be electrically conductive. |
| Tight profile | The wire follows a programmed contour with low cutting force. | Corner radius depends on wire diameter and spark gap. |
| Thin slot or internal cutout | A start hole can allow internal features without side access. | Start-hole location and minimum slot width must be planned. |
| Low distortion | There is no heavy cutter load pushing the workpiece. | Residual stress in the material can still move after cutting. |
Where wire EDM is not the best choice
Wire EDM is not the best choice for non-conductive materials, high-volume roughing, large pockets, or features where a milling cutter can remove material faster at lower cost. It also cannot create a perfectly sharp inside corner because the wire and spark gap always create a radius.
Design rules that prevent EDM quoting problems
- Confirm conductivity: EDM needs an electrically conductive workpiece, including many steels, aluminum alloys, copper alloys, titanium alloys, and carbides.
- Allow for wire radius: The minimum inside radius depends on wire size, overcut, and finishing passes.
- Plan start holes: Internal profiles need a start hole or another practical entry path.
- Separate rough and finish needs: Skim cuts improve accuracy and finish but add time.
- Protect datum strategy: Define which faces or holes control inspection before EDM and any secondary CNC machining.
How wire EDM works with CNC machining
Wire EDM often complements CNC machining rather than replacing it. A part may be milled first for bulk material removal, clamping faces, holes, or 3D features, then wire EDM may cut tight profiles, slots, or hardened features that are difficult to machine conventionally.
For broader machining support, see CNCMAVEN’s CNC machining services and the guide to DFM considerations for CNC milling.
Questions to send with a wire EDM RFQ
Send the material grade, thickness, 2D profile file, critical tolerances, surface finish expectation, start-hole constraints, quantity, and any downstream machining or finishing requirements. If the part must mate with molded, forged, or sheet metal parts, include assembly datums rather than only the cut profile.
FAQ
Can wire EDM cut aluminum?
Yes, wire EDM can cut aluminum because it is electrically conductive. The quote should still consider thickness, surface finish, cut speed, and the risk of fine burrs or handling marks.
Is wire EDM more accurate than CNC milling?
It can be more suitable for certain tight 2D profiles, thin slots, and hardened materials. CNC milling may still be better for 3D surfaces, pockets, and faster bulk material removal.
What is the main limitation of wire EDM?
The material must be conductive, and inside corners cannot be sharper than the wire and spark gap allow. Very thick parts or fine finishes can also increase cutting time.
Conclusion
Wire EDM machining is most valuable when conductive metal parts need precise profiles, hard-material cutting, low force, or internal contours that conventional tools cannot reach easily. Use it as a precision process within the larger manufacturing plan, not as a universal replacement for CNC milling or turning.



