Sheet metal stamping is a high-volume forming process that uses a press and tooling to cut, bend, draw, pierce, or shape flat sheet metal into repeatable parts. It is widely used for brackets, clips, covers, shields, terminals, panels, and structural components where repeatability and cost control matter.
For buyers and product engineers, stamping is attractive because it can reduce unit cost once tooling is built. The tradeoff is that the design must justify the tooling investment and follow stamping design rules from the beginning.
What Is Sheet Metal Stamping?
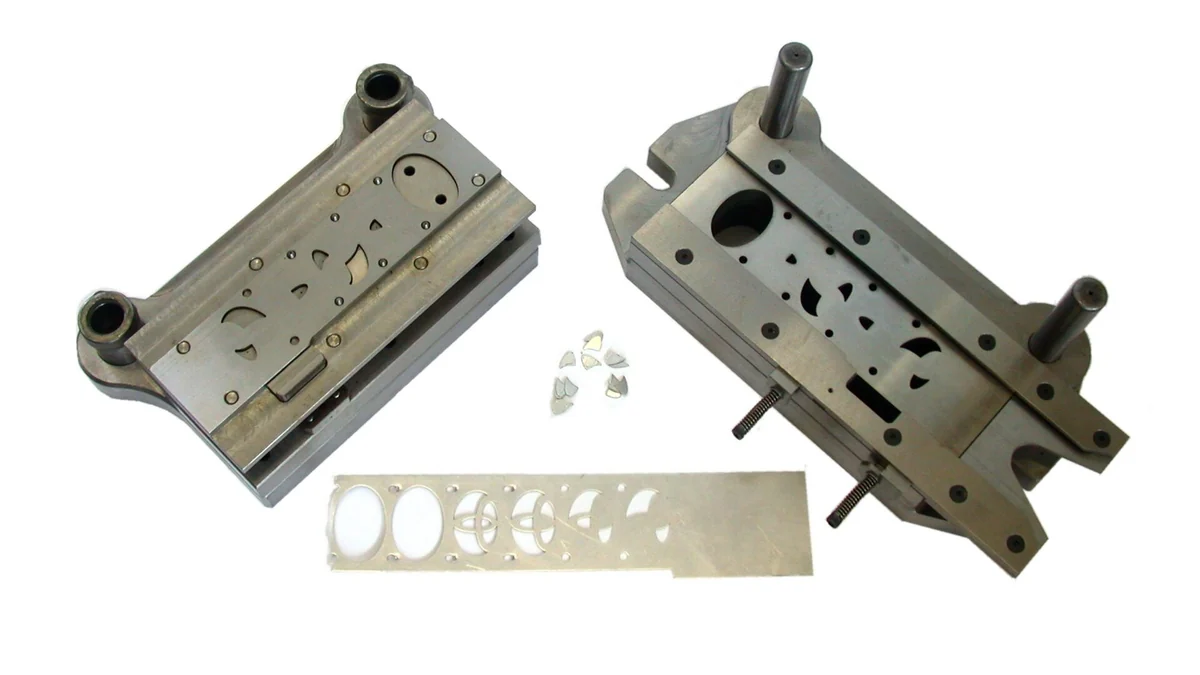
Sheet metal stamping is a manufacturing process in which sheet stock is placed between a punch and die, then formed or cut by press force. A single die may perform one operation, while a progressive die can perform several operations as strip material advances through the press.
How the Stamping Process Works
Source: Wikimedia Commons / Glenn McKechnie, CC BY-SA 3.0.
A stamping project usually starts with a flat blank or coil-fed strip. The press drives the punch into the die, creating the required feature. Depending on the part, the operation may include blanking, piercing, bending, flanging, coining, embossing, or drawing.
Progressive die stamping is common when production volume is high. Each press stroke advances the strip and completes another operation, allowing finished or nearly finished parts to exit at the end of the tool.
Common Stamping Operations
- Blanking: Cuts the outer profile of the part from sheet or strip.
- Piercing: Creates holes, slots, and openings.
- Bending: Forms flanges, angles, and tabs.
- Drawing: Pulls sheet into a die cavity to create deeper shapes.
- Coining and embossing: Forms raised, recessed, or precision surface features.
Materials Used for Stamped Parts
Stamped parts are commonly made from mild steel, stainless steel, aluminum, copper, brass, spring steel, and galvanized sheet. Material choice affects strength, corrosion resistance, springback, forming limits, finish, and cost.
Aluminum is useful for lightweight covers and brackets. Stainless steel provides corrosion resistance but requires more forming force. Copper and brass are common for electrical and thermal applications.
Benefits and Limitations
The main benefit of stamping is repeatability at scale. Once tooling is proven, stamping can produce large quantities quickly with consistent geometry. It can also reduce material waste compared with machining solid stock.
The main limitation is tooling cost. Stamping is rarely the best choice for early prototypes or very low-volume parts unless the geometry is simple. Laser cutting and press brake bending may be better for small batches, while stamping becomes more attractive as annual volume increases.
Design Tips for Sheet Metal Stamping
Good stamped-part design starts with consistent material thickness, reasonable bend radii, proper hole-to-edge distance, adequate feature spacing, and realistic tolerances. Sharp internal corners, deep drawn walls, narrow tabs, and features too close to bends can increase tooling complexity or create quality issues.
If the part belongs to a larger fabricated assembly, review CNCMAVEN’s производство листового металла capabilities and define how stamped features will mate with bent, welded, or CNC machined components.
Conclusion
Sheet metal stamping is a strong choice for repeatable metal parts when the production volume justifies tooling. By planning material, forming operations, tolerances, and finishing early, teams can reduce cost and improve part consistency.