Hot chamber die casting is a high-speed process for small metal parts made from compatible low-melting alloys, especially zinc alloys. It can produce thin walls, fine details, good surface finish, and consistent production once the tooling and process are stable.
The process is attractive when a part has moved beyond prototype quantities and the design is stable enough to justify dedicated tooling. It is not the best choice for every metal part. Material compatibility, wall thickness, cosmetic requirements, dimensional tolerances, and secondary operations must all be reviewed before committing to a die.
What Makes Hot Chamber Die Casting Different
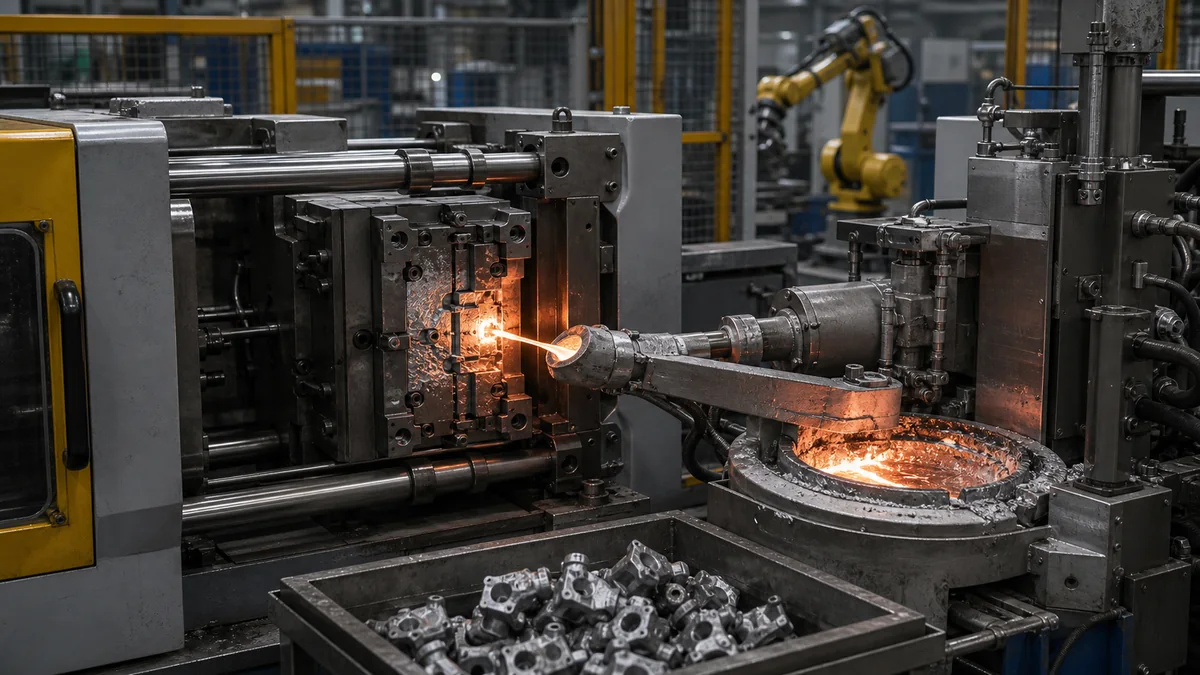
In hot chamber die casting, the injection mechanism is connected directly to the molten metal supply. Because the gooseneck and injection components remain in contact with molten metal, the process is mainly used with alloys that melt at lower temperatures and do not severely attack the machine components.
This is the main reason zinc die casting is so closely associated with hot chamber machines. Aluminum generally uses cold chamber die casting because its higher temperature and chemistry are not suitable for the submerged hot chamber injection system.
Best-Fit Projects for Hot Chamber Die Casting
| Project factor | Strong fit | Potential concern |
|---|---|---|
| Bahan | Zinc and compatible low-melting alloys. | Not suitable for every metal family. |
| Part size | Small to medium metal parts with repeat demand. | Very large parts may exceed machine or tooling limits. |
| Feature detail | Thin walls, ribs, bosses, logos, and fine cosmetic details. | Sharp transitions can create fill, cracking, or cosmetic problems. |
| Volume | Stable production where tooling can be amortized. | Low-volume or unstable designs may be better CNC machined. |
| Finish | Good base for plating, coating, painting, or tumbling. | Gate, ejector, parting line, and flash areas must be planned. |
Design Rules for Better Die Cast Parts
Die casting rewards early DFM because tooling changes can be expensive. The design should support metal flow, venting, ejection, trimming, finishing, and inspection. A feature that looks simple in CAD may become difficult if it traps air, blocks flow, creates a thick hot spot, or lands on a cosmetic face.
- Keep wall thickness consistent: Abrupt changes can create sink, porosity, and uneven cooling.
- Add draft: Draft helps the casting release cleanly from the die.
- Use radii and fillets: Smooth transitions support flow and reduce stress concentration.
- Plan parting lines: Keep them away from sealing faces and high-visibility surfaces where possible.
- Place ejector marks deliberately: Ejector locations should avoid functional and cosmetic areas.
- Reserve machining stock: Threads, bores, bearing seats, and sealing faces may need CNC finishing.
Defects to Discuss Before Tooling Release
Common die casting risks include porosity, cold shuts, flash, flow marks, soldering, cracks, heat checking, and incomplete fill. Some are controlled by process settings, but design choices can make them more or less likely.
| Defect or risk | Typical cause | Prevention focus |
|---|---|---|
| Porosity | Trapped gas, shrinkage, or poor feed/vent balance. | Wall control, venting, gate design, process validation. |
| Cold shut | Metal fronts meet after cooling too much. | Flow path, gate location, wall thickness, temperature control. |
| Flash | Metal escapes at parting line or worn tooling areas. | Tool fit, clamp force, parting line design, maintenance. |
| Ejector damage | Part sticks or ejector layout loads the part poorly. | Draft, ejection balance, surface requirements. |
| Cosmetic variation | Flow marks, gate vestige, or finishing inconsistency. | Cosmetic zones, polishing, plating, trimming plan. |
Hot Chamber Die Casting vs. CNC Machining
CNC machining is usually better for prototypes, low-volume metal parts, frequent design changes, and features that require very tight tolerances across many surfaces. Hot chamber die casting becomes more attractive when the design is stable, the alloy fits the process, and production volume can justify tooling.
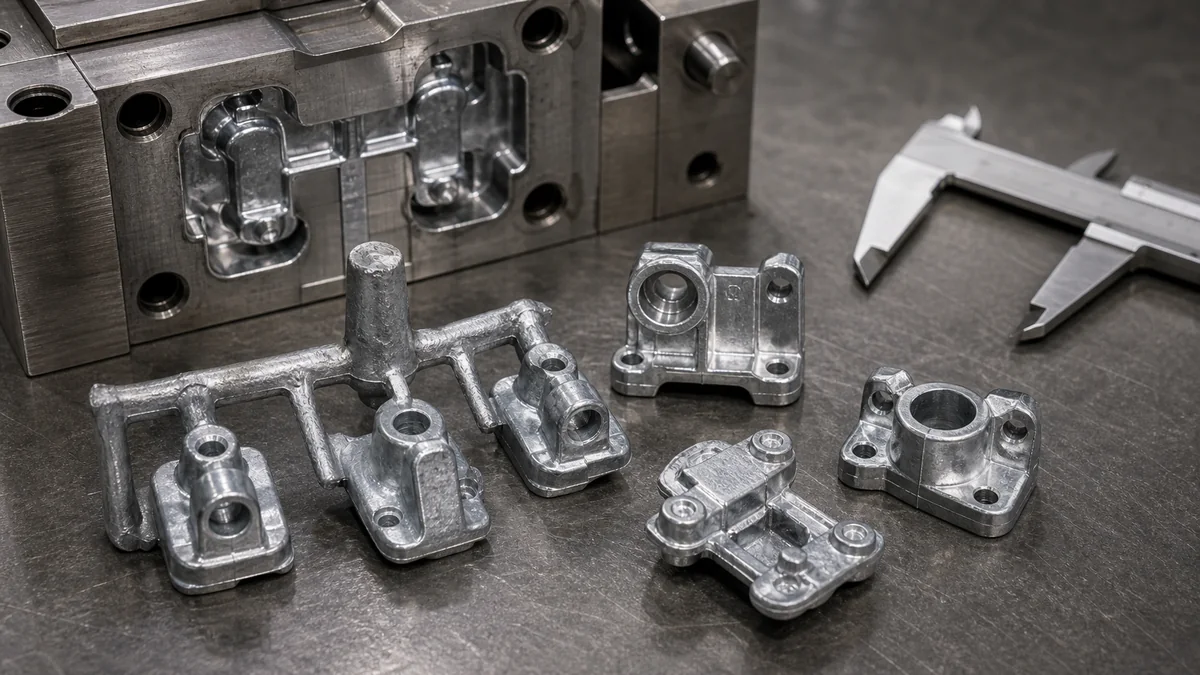
The two processes often work together. A zinc housing may be die cast near-net, trimmed, tumbled, plated, and then CNC machined only at critical interfaces. This keeps the speed and material efficiency of die casting while preserving precision where the assembly requires it.
Finishing and Quality Checks
Hot chamber die cast parts may be used as-cast, but many products require tumbling, deburring, polishing, painting, powder coating, plating, or passivation-like surface preparation depending on the alloy and application. Cosmetic expectations should be defined before tooling because gate locations, parting lines, and ejector marks can remain visible after finishing.
Quality checks often include dimensional inspection, visual inspection, weight checks, thread gauges, coating checks, and sometimes leak or pressure testing. If porosity is unacceptable near a sealing surface, that requirement should be highlighted before tool design and process validation.
How to Request a Useful Quote
- Send the 3D model, 2D drawing, material target, and expected annual volume.
- Mark cosmetic faces, functional datums, threaded features, sealing areas, and no-mark zones.
- Clarify plating, coating, polishing, tumbling, corrosion, and color requirements.
- State whether CNC finishing is required after casting.
- Ask for DFM feedback on wall thickness, draft, parting line, gates, vents, ejectors, and machining stock.
CNCMAVEN can help evaluate whether hot chamber die casting, cold chamber die casting, CNC machining, or another route is the best match for your part design and production plan.
Tolerance Planning for Die Cast Parts
Not every feature on a die cast part should carry a tight tolerance. Over-tolerancing increases tooling pressure, inspection cost, and secondary machining time. A better approach is to separate cast-only surfaces from precision interfaces. Cosmetic covers, ribs, and non-critical walls can usually use casting-friendly tolerances, while sealing faces, bearing bores, threads, and alignment datums can be reserved for CNC finishing.
This tolerance map should be visible on the drawing before tooling begins. It tells the die caster where process capability is enough and tells the CNC team where cleanup stock must be protected.
FAQ
What metals are used in hot chamber die casting?
Zinc alloys are the most common, while some magnesium and other low-melting alloys may also be suitable depending on the machine and process setup.
Why is aluminum usually not hot chamber die cast?
Aluminum has a higher melting temperature and can attack or damage components in the submerged injection system, so it is typically processed by cold chamber die casting.
Do hot chamber die cast parts need CNC machining?
Some parts only need trimming and finishing, but threads, sealing faces, bearing seats, and tight datum features may still require CNC machining.
Conclusion
Hot chamber die casting is a strong option for stable, higher-volume small metal parts made from compatible alloys such as zinc. The best results come from planning wall thickness, draft, parting lines, ejector marks, finishing, and CNC secondary operations before tooling starts.