








Выдувное формование
Выдувное формование подразумевает зажатие расплавленного термопластичного материала в пресс-форме и вдувание в нее воздуха для расширения о стенки полости пресс-формы. После охлаждения и застывания формируется изделие нужной формы.

Компрессионное формование
Компрессионное формование предназначено в основном для формования термореактивных пластмасс и бывает двух типов: компрессионное и трансферное формование, которые различаются в зависимости от характеристик материала и технологического оборудования.

Вставное формование
Формование со вставкой относится к процессу формования, при котором предварительно подготовленная вставка из другого материала помещается в форму, а затем в нее впрыскивается смола. Расплавленный материал соединяется и застывает со вставкой, в результате чего получается единое интегрированное изделие.
Двухстрелочное формование
При двухструйном литье в одну форму впрыскиваются два разноцветных пластика, что позволяет создавать различные цветовые эффекты и улучшать эстетику детали с помощью узоров.
Нано литье под давлением
Это процесс, при котором металл и пластик соединяются с помощью нанотехнологий. Металлическая поверхность сначала обрабатывается нанотехнологиями, а затем на нее непосредственно впрыскивается пластик, что позволяет объединить металл и пластик.
Овермолдинг
Овермолдинг - это когда армирующие материалы заключены в матричный материал, что улучшает свойства композита. Это улучшает механические, тепловые и электромагнитные характеристики при точном контроле стабильности.
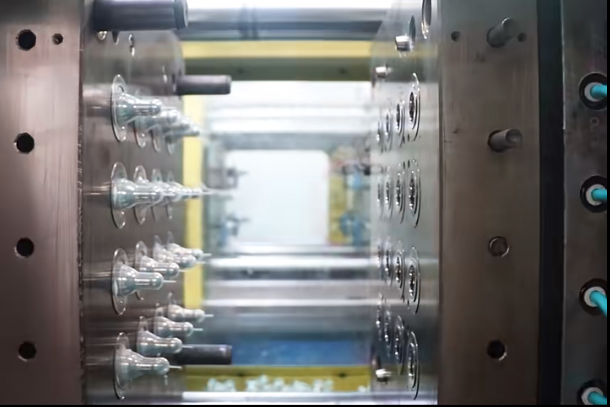
Литье под давлением
При литье под давлением гранулированное или порошкообразное сырье подается в бункер инжекционной машины, где оно нагревается и расплавляется. Затем расплавленный материал впрыскивается в полость формы через сопло и литниковую систему, застывая и образуя желаемую форму.

Вращательное формование
Ротационное формование предполагает добавление пластикового сырья в форму, которая вращается вдоль двух перпендикулярных осей при нагреве. Этот процесс позволяет пластику равномерно покрывать всю поверхность формы, формируя желаемую форму.

Формование структурной пены
Это производственный процесс, в ходе которого в расплавленную пластиковую смолу впрыскивается газ для создания легких и прочных деталей со вспененной сердцевиной. Он используется для производства крупных толстостенных деталей с превосходной прочностью и стабильностью размеров, обычно встречающихся в автомобильной и строительной промышленности.
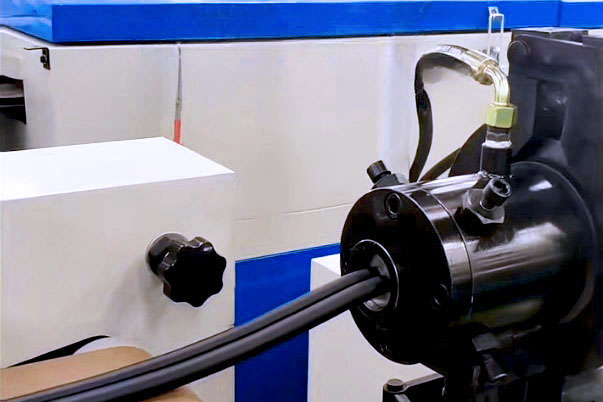
Экструзионное формование
Экструзионное формование используется в основном для формования термопластичных материалов. Оно предполагает расплавление материала и проталкивание его через фигурное отверстие с помощью вращающегося шнека. После придания формы материал охлаждается и затвердевает, чтобы получить конечный продукт.
Литье под давлением
Литье в кокиль использует текучесть термопластичных полимеров при определенных условиях, позволяя придавать им желаемую форму посредством струи и застывания при комнатной температуре с помощью специальных инструментов и методов.

Термоформование
Термоформование, также известное как вакуумное формование, - это метод, при котором листовые материалы нагреваются, подаются в вакуум на форму и охлаждаются для создания пластиковых изделий.
Литье под давлением
Также известное как инжекционно-компрессионное формование, использует давление литьевой машины для прямого впрыска предварительно нагретого резинового материала из бочки через сопло в полость формы, где он подвергается вулканизации для формирования желаемой формы.

Компрессионное формование
При компрессионном формовании резины предварительно обработанные резиновые материалы помещаются в открытую полость формы, которая затем закрывается и подвергается давлению и нагреву в вулканизационном прессе. В результате этого процесса резина вулканизируется и принимает нужную форму.
Трансферное формование
Трансферное формование, также называемое трансферным сжатием или формованием в горшках, помещает предварительно обработанные резиновые полоски или блоки в полость трансферной формы. Каучук сжимается плунжером и подается в полость формы через литниковую систему для вулканизации и формования.
Экструзионное формование
Экструзионная формовка резины нагревает и пластифицирует резиновый материал в экструдере, продвигая его вперед с помощью шнека или плунжера. Затем с помощью резиновой экструзионной формы выдавливаются различные полуфабрикаты для завершения процесса формования.

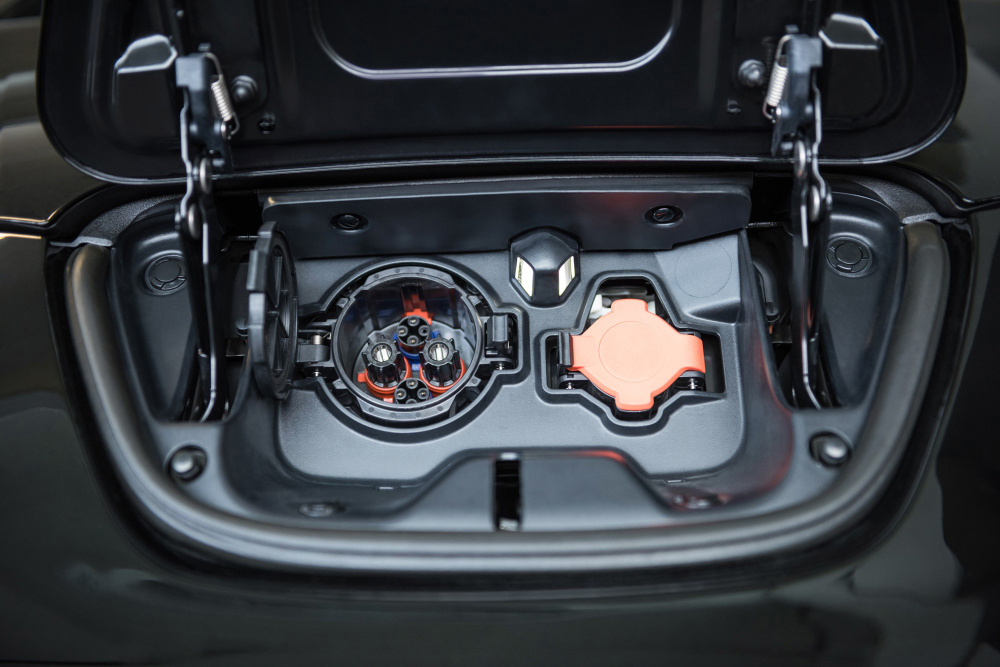
Автомобили
- Приборные панели - Бамперы - Кузовные панели - Дверные панели - Элементы отделки (внутренние и внешние) - Решетки - Вентиляционные отверстия системы отопления, вентиляции и кондиционирования воздуха - Крышки двигателя - Накладки на колесные арки - Защитные экраны днища - Элементы освещения (корпуса фар, линзы задних фонарей) - Крышки подушек безопасности - Подлокотники - Подстаканники - Компоненты центральной консоли - Корпуса аккумуляторов - Компоненты топливного бака - Корпуса наружных зеркал - Багажники на крышу - Брызговики

Пищевая промышленность
- Стаканчики для воды - Бутылки для напитков - Подносы - Контейнеры - Крышки - Утварь (вилки, ложки, ножи) - Компоненты упаковки для пищевых продуктов (крышки, крышки) - Детали дозирующего оборудования - Компоненты оборудования для пищевой промышленности - Индивидуальные пресс-формы для специальных пищевых продуктов
Электронный
- Компоненты печатных плат (корпуса, держатели, разъемы) - Клавиатуры (колпачки, рамки для клавиш) - Мыши (корпуса, кнопки) - Корпуса для ноутбуков и планшетов - Корпуса и чехлы для смартфонов - Компоненты носимых устройств (ремешки для часов, корпуса для фитнес-трекеров) - Компоненты аудиотехники (корпуса динамиков, ручки управления) - Компоненты фотоаппаратов (крышки объективов, корпуса фотоаппаратов)
Медицина
- Банки и бутылки для лекарств (для таблеток, капсул, жидкостей) - Катетеры для внутривенных вливаний и соединительные элементы - Шприцы (шприцы, плунжеры, колпачки) - Ортопедические имплантаты и протезы - Дыхательные маски и компоненты аппаратов искусственной вентиляции легких - Пробирки и флаконы для взятия крови - Контейнеры для образцов (стаканчики для мочи, контейнеры для кала) - Средства для ухода за ранами (зажимы для бинтов, повязки для ран) - Детали медицинского оборудования для визуализации (МРТ, КТ, рентген) - Лабораторные расходные материалы (наконечники для пипеток, микропланшеты)

Робототехника
- Рамы и корпуса роботов - Захваты и концевые эффекторы - Крышки шарниров и защитные экраны - Корпуса и крепления датчиков - Энкодеры и устройства обратной связи - Крепления и кронштейны для двигателей - Панели управления и интерфейсные панели - Ободки и крышки дисплеев - Корпуса и держатели аккумуляторов - Корпуса и крепления для камер - Компоненты арматуры для роботизированных манипуляторов - Электрические разъемы и клеммы - Базовые пластины и монтажные кронштейны

Строительная промышленность
- Оконные и дверные рамы - Сайдинг и облицовочные панели - Желоба и водосточные трубы - Кровельные элементы (вентиляционные крышки, оклад) - Изоляционные панели и блоки - Дренажные системы (решетки, крышки каналов) - Стеновые анкеры и крепежи - Аксессуары для бетонной опалубки (штыри, колья) - Элементы ограждений и перил - Компоненты оборудования для игровых площадок - Ландшафтная окантовка и бордюры