









Rotational molding is worth considering when a plastic part must be hollow, large, impact resistant, and economical at lower or medium production volumes. It is not a faster version of injection molding. It is a different manufacturing route, with different design rules, tooling economics, and quality risks. For buyers comparing tanks, bins, housings, covers, and outdoor equipment parts, the key question is not simply whether the part can be molded. The better question is whether the part geometry, annual volume, tolerance target, and assembly plan fit the strengths of rotomolding.
Where rotational molding is strongest
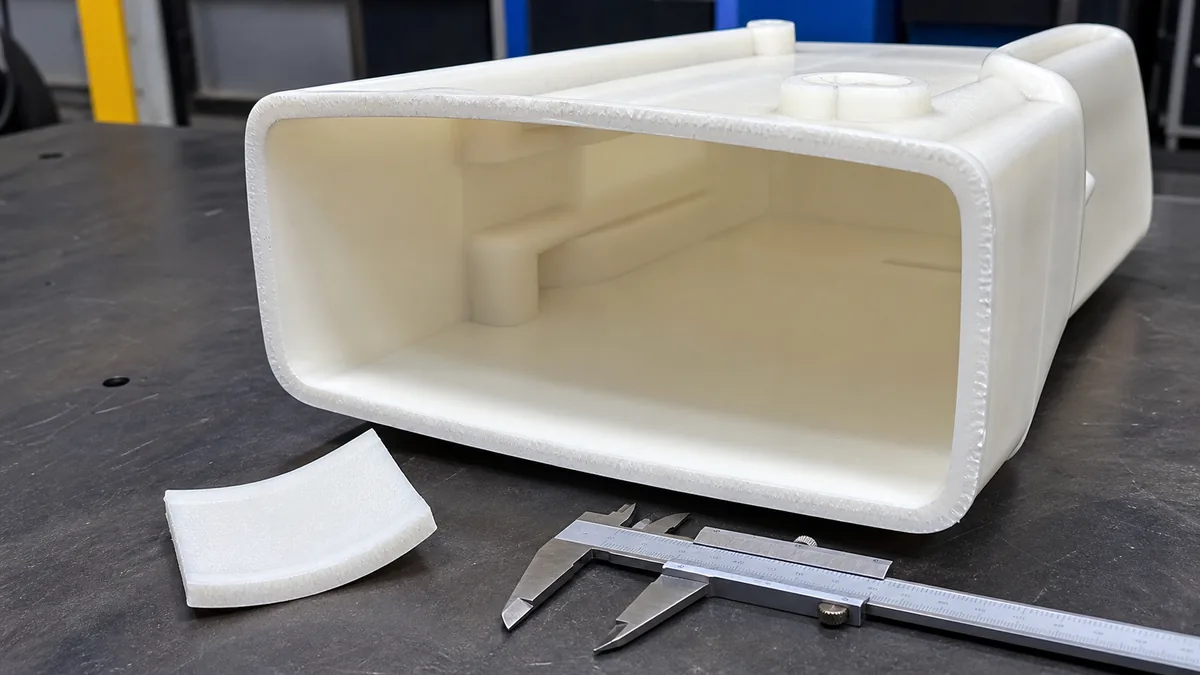
Rotational molding works best for enclosed or partially enclosed shapes that would be difficult or expensive to make as one piece by conventional injection molding. Typical examples include fluid tanks, machine guards, medical carts, material handling bins, playground components, marine products, agricultural housings, and large covers for outdoor equipment. The process heats powdered plastic inside a rotating mold. The resin coats the mold wall and fuses into a hollow part, so the process does not need high injection pressure.
That low-pressure nature changes the cost equation. Tooling is usually less expensive than high-pressure injection tooling, especially for large parts. The tradeoff is cycle time. A rotomolded part may spend significant time in heating and cooling, so it is rarely the best choice for very high-volume small parts. It also does not hold the same tight dimensional repeatability as CNC machining or precision injection molding. For international sourcing, that means the RFQ should define the functional surfaces, assembly interfaces, and cosmetic zones clearly instead of treating the entire part as if it needs machined-part tolerances.
Rotational molding vs. other plastic processes
| Process | Best fit | Watch out for | Typical buyer decision |
|---|---|---|---|
| Rotational molding | Large hollow parts, tanks, bins, durable housings, low-pressure tooling | Longer cycles, looser tolerances, limited sharp detail | Choose it when size, hollow geometry, and tooling cost matter more than high precision. |
| Injection molding | Higher-volume plastic parts with ribs, bosses, clips, and repeatable details | Expensive tooling for very large parts, sink risk near thick sections | Choose it when annual volume and detailed features justify the mold investment. See CNCMAVEN’s injection molding services. |
| Blow molding | Bottles, ducts, and thinner hollow shapes | Limited wall control in stressed corners and less freedom for complex features | Choose it for lighter hollow packaging or duct-like forms. |
| Compression molding | Rubber, thermosets, and thicker molded parts with simpler geometry | Flash control and slower labor-dependent steps | Use it when material system and part shape fit compression tooling. CNCMAVEN has a related compression molding guide. |
Design rules that affect cost and reliability
The most important design rule is to keep the wall as consistent as the product function allows. In rotomolding, wall thickness is primarily controlled by the amount of powder placed in the mold, but part shape affects how resin distributes during heating. Deep pockets, abrupt transitions, and isolated features can create thin spots or excessive buildup. Large flat panels can also warp unless the design includes crowns, ribs, texture, or shape changes that add stiffness.
Ribs in a rotomolded part are not the same as thin injection-molded ribs. Because the part is hollow, reinforcing features usually need to be designed as hollow corrugations or molded-in geometry that can form from the mold surface. A practical early rule is to make the rib deep enough to stiffen the wall while keeping the rib wide and open enough for material distribution and demolding. Sharp internal corners should be replaced with generous radii. If the part will be trimmed, drilled, machined, or fitted with inserts after molding, those secondary operations should be designed before the mold is finalized.
- Use broad radii at stressed corners and mounting areas.
- Avoid thin isolated projections that cannot receive stable material coverage.
- Place openings where trimming fixtures and CNC routing can control edge quality.
- Confirm whether inserts are molded-in, spin-welded, heat-staked, or installed after molding.
- Define which surfaces are cosmetic, which are structural, and which only need clearance.
RFQ checklist for overseas buyers
A good rotomolding RFQ should include more than a 3D file. Suppliers need to understand the part environment, expected loads, color, UV exposure, and assembly method. For a tank, include the fluid type, pressure or venting condition, leak test method, fittings, and any regulatory requirement. For a cover or enclosure, include impact expectations, mounting locations, gasket surfaces, hinge or latch hardware, and the target appearance grade. If the molded part later needs CNC trimming or drilling, supply a drawing that separates molded dimensions from post-machined dimensions.
| RFQ item | Why it matters | What to specify |
|---|---|---|
| Material | Most rotomolded parts use polyethylene, but grades vary. | UV resistance, color, impact performance, food/contact requirement if applicable. |
| Wall thickness | Thickness affects stiffness, cycle time, weight, and cost. | Nominal target, minimum acceptable zones, and any reinforced regions. |
| Secondary machining | Openings and edges often need trimming or CNC routing. | Cut lines, hole patterns, tolerances, burr expectations, and fixture datum. |
| Testing | Large hollow parts often fail by leakage, warpage, or assembly mismatch. | Leak test, visual criteria, flatness zone, fit-check gauges, and packaging method. |
Common defects and prevention
The common failure pattern in rotomolding is not one dramatic defect. It is usually a combination of poor wall distribution, warpage, weak trimmed edges, and inconsistent assembly fit. Thin corners can crack under impact. Large flat areas can oil-can or distort after cooling. Cut openings can become rough or wavy if the trimming fixture is weak. Cosmetic issues also matter for visible housings, especially color streaks, bubbles, pinholes, and surface contamination.
| Issue | Likely cause | Prevention |
|---|---|---|
| Warped flat panel | Large unsupported area or uneven cooling | Add crown, corrugation, ribs, or controlled cooling fixtures. |
| Thin corner | Poor powder flow or sharp geometry | Increase radius and review mold rotation/heating cycle. |
| Poor opening edge | Uncontrolled trimming or weak fixture | Use defined trim fixtures and inspect against a datum scheme. |
| Insert pullout | Wrong insert method or local wall weakness | Validate molded-in insert design or use post-installed hardware with load testing. |
When rotational molding is not the right answer
Do not choose rotational molding for every large plastic part. If the part needs tight snap fits, thin cosmetic ribs, miniature precision features, or very high production volume, injection molding may be better. If the product is mostly flat sheet geometry, thermoforming or sheet fabrication may be more economical. If only a small number of prototypes are needed, CNC machining from plastic sheet or block can be faster, although material waste may be higher. CNCMAVEN’s CNC machining services are useful when prototypes, fixtures, machined inserts, or post-molded features need tighter control.
Quality checks before approval
For first articles, inspect wall thickness at corners, mounting areas, and trimmed openings instead of only checking the nominal wall. Verify that the part sits correctly in its assembly, especially if it seals against a gasket or bolts to a metal frame. For tanks, leak testing is essential. For outdoor housings, review UV stability, color match, surface texture, and packaging protection. Buyers should also ask for photos of the trim fixtures or inspection gauges when edge quality and hole locations are important.
Is rotational molding good for high-volume production?
It can support production runs, but it is usually strongest at low to medium volumes or large parts where injection mold cost is difficult to justify.
Can rotomolded parts have tight tolerances?
They can hold functional tolerances when designed properly, but they should not be specified like CNC-machined or precision injection-molded parts across every surface.
What materials are common in rotational molding?
Polyethylene is the most common choice, including UV-stabilized grades for outdoor products. Material selection should match impact, chemical, color, and regulatory requirements.



